


-
Автоматизация сварочных процессов
- Станки лазерной резки
- Трехкоординатные фрезерно-гравировальные станки
- Станки раскроя трубы
-
Автоматы сварочные
- Комплектные полуавтоматы
-
Полуавтоматы - моноблоки
-
Подающие механизмы
-
Источники (выпрямители)
-
Выпрямители многопостовые и реостаты
-
Проволока сварочная
-
Cварочные генераторы
-
Машины контактной сварки
-
Установки для воздушно-плазменной резки
-
Сварочные трансформаторы
-
Установки для аргонодуговой сварки
-
Оборудование поставляемое на ГАЗПРОМ
- Электрододержатели
- Конверторы
-
Аксессуары и блоки
-
Горелки
- Подготовка сварки
-
Сварочное оборудование Miller Electric
-
Линия продуктов OSBORN
- Газосварочное оборудование
- Запчасти и аксессуары
- Инверторы
Автоматизация сварочных процессов
Каталог систем автоматизации "ИТС-Москва"![]()
Технология сварки известна человечеству с 19 века и с самого появления технология сварки, сварочной техники и организация процессов сварки постоянно совершенствуется.
20 век стал веком железа и бетона, грандиозных строек и реализации крупнейших проектов по всему миру. В 20 век были усовершенствованы технологии электросварки, газосварки и механические способы сварки. Многократно выозросли мощностные характеристики, стали появляться первые автоматизированные сварочные линии, в том числе полного цикла.
В 21 век, век высоких технологий многие производители сварочного оборудования, в том числе группа компаний ИТС, перешли к производству нового типа оборудования. Компании переключились на выпуск цифрового сварочного оборудования, обладающее большей точностью и лучшей адаптации к условиям сварки.
Компания ИТС Москва предлагает Вам комплексные решения по оснащению сварочных цехов, созданию линий подготовки и сварки, мобильными передвижными сварочными установками.
Компания ИТС Москва предлагает Вам комплексную автоматизацию сварочных процессов на базе следующих основных узлов и элементов:
Люнеты
 Люнеты различной грузоподъемности и различной конфигурации предназначены для механизации сварочных процессов.
Люнеты различной грузоподъемности и различной конфигурации предназначены для механизации сварочных процессов.
Возможная комплектация люнета сварочного центра сварочной колонной.
Сварочное оборудование:
По Вашему техническому заданию наши специалисты подберут необходимый комплект сварочного оборудования отечественного производства или импортные аналоги:
Несущая конструкция для механизации процесса сварки и резки GK-200
 Несущая конструкция для механизации процесса сварки и резки GK-200 предназначена для автоматического перемещения сварочной горелки или резака во всех пространственных положениях по специальной жесткой или гибкой направляющей. При сварке корневых и заполняющих швов GK-200 обеспечивает колебательные движения горелки.
Несущая конструкция для механизации процесса сварки и резки GK-200 предназначена для автоматического перемещения сварочной горелки или резака во всех пространственных положениях по специальной жесткой или гибкой направляющей. При сварке корневых и заполняющих швов GK-200 обеспечивает колебательные движения горелки.
Сварочные горелки установленные на голове осциллятора колеблются как маятник, или совершают тангенциальное движение, чтобы произвести стандартную угловую или шаговую модель сварного шва. Направляющая, по которой передвигается несущая конструкция, устанавливается так чтобы голова GK-200 перемещал голову осциллятора и сварочную горелку по необходимой траектории, причем направляющая надежно закреплена в точках, с использованием магнитов или ваккумных присосок.
Голова осцилятора компактна, имеет легкий вес, долговечна, совершает возвратно-поступательное движение привода с переменной установкой данных хода, который приводит в движение сварочную горелку по маятниковой или тангенциальной траектории. Управление позволяет горелке совершать независимые временные задержки в трех положениях, с права, по центру и с левой стороны. Управление также связывает с помощью интерфейса и сварочное оборудование, чтобы произвести полностью автоматическую работу. Электронное управление позволяет выбрать форму колебаний.
Роликовые опоры ОВМ (малые)
 Опорные вращатели малые грузоподъемностью до 1000 кг со ступенчатой регулировкой предназначены для установки и вращения цилиндрических изделий (трубы, цилиндры) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке
Опорные вращатели малые грузоподъемностью до 1000 кг со ступенчатой регулировкой предназначены для установки и вращения цилиндрических изделий (трубы, цилиндры) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке
Дополнительное оборудование для комплектации сварочного центра:
Сварочное оборудование:
По Вашему техническому заданию наши специалисты подберут необходимый комплект сварочного оборудования отечественного производства или импортные аналоги:
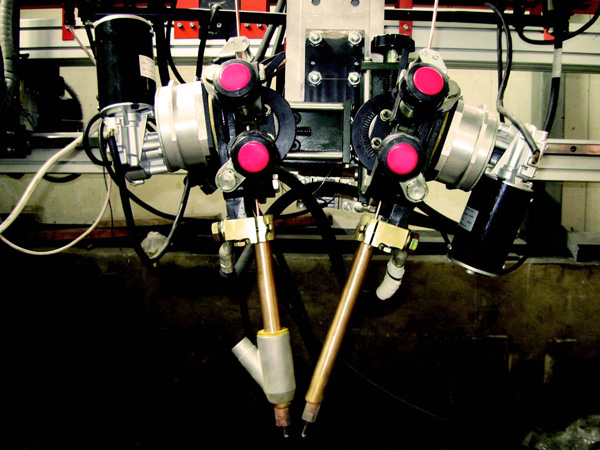
Роботизация процесса сварки

Горелки для различных видов роботизированной сварки
Новые компактные горели для применения в составе роботизированных комплексов.
Горелки для сварки черной стали, алюминия, нержавеющей стали и для дуговой GMAW сварки.
Горелки выпускаются с естественым воздушным и принудительными воздушным или водяным охлаждением.
Некоторые модификации горелок снабжены сервоприводами.
Также имеются горелки для аргонодуговой (TIG) сварки и плазматроны для резки.
Горелки под маркой OTC DAIHEN изготовлены по высшему стандарту качества и предназначеы для работы со всеми продуктами производства OTC DAIHEN.
Для CO2/MAG сварки изготавливаются горелки со встроенныи сенсорами, предоствращающими столкновение. Также горелки могут изготавливаться с сервоприводом для протяжки проволоки. Применение сервопривода делает подачу сварочной проволоки более стабильной, что повышает точность и качество сварки.
Роликовые опоры ОВА (с антидрейфом)

Опорный вращатель с антидрейфом ОВА предназначен для вращения особо тяжелых цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке.
Роликовые опоры ОВП (с плавной регулировкой)

Роликовые опоры ОВР (со ступенчатой регулировкой)

Опорные вращатели со ступенчатой регулировкой ОВР различной грузоподъёмности предназначены для установки и вращения цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. Установка расстояния между роликами ОВР под требуемый диаметр свариваемого изделия осуществляется вручную, перестановкой роликовой опоры в соответствующие диаметру изделия пазы (в соответствии с техническими параметрами). С помощью ОВР можно производить автоматическую сварку внешних и внутренних кольцевых швов изделий, а также наплавку внешних и внутренних поверхностей, дополнительно используя сварочные или другие механические приспособления.
Роликовые опоры ОВС (самоподстраивающиеся)

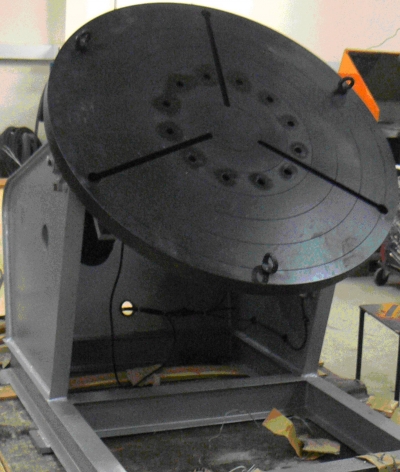
Сварочные позиционеры малой грузоподъемности МСМ
 Предназначены для любых типов кольцевых швов вращаемых изделий – дисков, цилиндров и т. д., и продольных швов изделий любой конфигурации.
Предназначены для любых типов кольцевых швов вращаемых изделий – дисков, цилиндров и т. д., и продольных швов изделий любой конфигурации.
• Манипулятор имеет литую планшайбу, на которой в качестве опции может быть установлен 3-х кулачковый быстрозажимной патрон.
• Скорость вращения регулируется плавно в широком диапазоне.
• Опорная конструкция манипулятора устойчива и не требует дополнительного крепления.
• Комплектуется пультом д/у. Специальные интерфейсы расположены в электрическом шкафу и согласуют работу манипулятора со сварочным процессом и другим оборудованием.
Возможна дополнительная комплектация педалью.
Манипуляторы сварочные модели МСМ различной грузоподъёмности предназначены для наклона и вращения изделий в положении, удобном для сварки (резки) со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. С помощью манипулятора можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных и кольцевых швов и другие работы, требующие поворота или кантовки изделий.
Сварочные позиционеры средней и большой грузоподъемности МС
 Манипуляторы сварочные модели МС различной грузоподъёмности предназначены для наклона и вращения изделий в положении, удобном для сварки (резки) со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. С помощью манипулятора можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных и кольцевых швов и другие работы, требующие поворота или кантовки изделий.
Манипуляторы сварочные модели МС различной грузоподъёмности предназначены для наклона и вращения изделий в положении, удобном для сварки (резки) со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. С помощью манипулятора можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных и кольцевых швов и другие работы, требующие поворота или кантовки изделий.
• Скорость вращения регулируется плавно в широком диапазоне.
• Опорная конструкция манипулятора устойчива и не требует дополнительного крепления.
• Манипулятор комплектуется пультом д/у.
Специальные интерфейсы расположены в электрическом шкафу и согласуют работу манипулятора со сварочным процессом и другим оборудованием.
Процесс сварки кольцевых и продольных швов резервуаров, цистерн и подобных изделий требует специального оборудования.
Сварочный центр на базе колонны

Сварочные колонны марки КС предназначены для крепления и перемещения головок для дуговой сварки прямолинейных и кольцевых швов сосудов или труб под флюсом или в среде защитных газов, а также для сварки продольных швов.
Колонны могут применяться в сборочно-сварочных цехах и на участках производства для автоматической дуговой сварки при изготовлении корпусных, балочных, цилиндрических и других металлоконструкций.
Сварочные колонны подразделяются по грузоподъемности на легкие (до 120 кг), тяжелые (до 500 кг) и супер тяжелые (до 800 кг) в зависимости от веса размещаемого на консоли сварочного оборудования. Кроме сварки с помощью устанавливаемых на концах горизонтальной балки одной или нескольких головок можно осуществлять наплавку, резку и другие технологические работы.
Размеры сварочных колонн могут варьироваться от 2х2 до 10х10 метров.
В штатный комплект поставки сварочной колонны входят гибкие кабельные каналы (гусеницы), шкаф управления с пультом д/у.
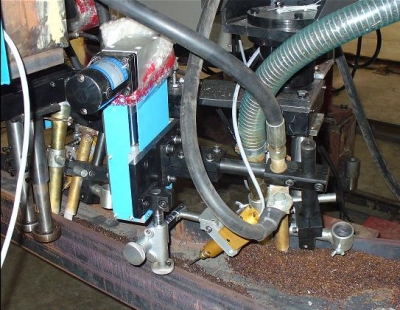
Системы рециркуляции флюса
 Применение системы рециркуляции флюса значительно повышает производительность сварочного оборудования и эффективность всего производства в целом. Данная система разработана на основе производимого нами оборудования подачи флюса с использованием некоторых комплектующих шведской фирмы «ESAB».
Применение системы рециркуляции флюса значительно повышает производительность сварочного оборудования и эффективность всего производства в целом. Данная система разработана на основе производимого нами оборудования подачи флюса с использованием некоторых комплектующих шведской фирмы «ESAB».
По желанию заказчика мы можем комплектовать оборудование полностью импортной системой (ESAB, Lincoln).
Система сбора и рециркуляции флюса.
Применение системы рециркуляции флюса значительно повышает производительность сварочного оборудования и эффективность всего производства в целом. Предлагаемая система разработана на основе производимого нами оборудования подачи флюса.
Настоящей системой мы комплектуем сварочные автоматы на сварочных колоннах и порталах.
В состав системы входят следующие составные части:
1. Главный питатель (ESAB), установленный на значительном удалении от сварочной оснастки.
2. Стандартный бункер (производство «СЭЛМА» в специальном исполнении), установленный на вертикальном слайде.
3. Промежуточный питатель, закрепленный на дополнительном отводе, крепящийся к одной из вертикальных стенок стандартного бункера.
4. Корпус циклона, установленный на верхнем конце бункера и соединенный с ним посредством быстроразъемного соединения с использованием в качестве уплотнения стандартного резинового кольца круглого сечения.
5. Эжектор для отсоса флюса.
Системы слежения
 Механическая система слежения:
Механическая система слежения:
Лазерная система слежения:
Видео система для сварки под флюсом:
Механическая система:
Устройство слежения включает в себя сенсорный датчик, блок управления, пульт управления и систему позиционирования. Сенсорный датчик, соприкасаясь с изделием, передает информацию о высоте кромки и линии разделки в блок управления, далее с помощью системы позиционирования выполняется точная установка горелки в нужное положение.
Данное следящее устройство может использоваться для сварки в защитных газах, под флюсом, с неплавящимся электродом совместно со сварочной колонной или порталом
Универсальный сварочный портал
 Производственный процесс сварки тавровых и коробчатых балок, рештаков и подобных изделий требует специализированного механического оборудования для перемещения и позиционирования сварочных головок вдоль шва. В качестве такого оборудования компания «ИТС-Инжиниринг» может предложить весь комплекс "под ключ", состоящий из сварочного портала, специального стола для фиксации изделий или рольгангового конвейера для пермещения, а также сварочных головок с установленными на них системами слежения, системой позиционирования, системой флюсооборота, источники для автоматической сварки.
Производственный процесс сварки тавровых и коробчатых балок, рештаков и подобных изделий требует специализированного механического оборудования для перемещения и позиционирования сварочных головок вдоль шва. В качестве такого оборудования компания «ИТС-Инжиниринг» может предложить весь комплекс "под ключ", состоящий из сварочного портала, специального стола для фиксации изделий или рольгангового конвейера для пермещения, а также сварочных головок с установленными на них системами слежения, системой позиционирования, системой флюсооборота, источники для автоматической сварки.
Процесс сварки тавровых и коробчатых балок, рештаков и подобных изделий требует специального оборудования.
По Вашему техническому заданию наша компания может предложить комплексное решение:
- разработать технологический цикл;
- спроектировать, изготовить и поставить весь технологический комплекс, состоящий из сварочного портала, необходимых рольгангов или иную технологическую оснастку, а также комплект сварочного оборудования (источники для автоматической/полуавтоматической сварки, сварные автоматы) с системой слежения, позиционирования, системой флюсооборота и т.д.;
- Роликовые опоры ОВМ (малые)
- Роботизация процесса сварки
- Роликовые опоры ОВА (с антидрейфом)
- Роликовые опоры ОВП (с плавной регулировкой)
- Роликовые опоры ОВР (со ступенчатой регулировкой)
- Роликовые опоры ОВС (самоподстраивающиеся)
- Сварочные позиционеры малой грузоподъемности МСМ
- Сварочные позиционеры средней и большой грузоподъемности МС
- Сварочный центр на базе колонны
- Системы рециркуляции флюса
- Системы слежения
- Универсальный сварочный портал
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 |
 |
 |
 |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
