


-
Автоматизация сварочных процессов
- Станки лазерной резки
- Трехкоординатные фрезерно-гравировальные станки
- Станки раскроя трубы
-
Автоматы сварочные
- Комплектные полуавтоматы
-
Полуавтоматы - моноблоки
-
Подающие механизмы
-
Источники (выпрямители)
-
Выпрямители многопостовые и реостаты
-
Проволока сварочная
-
Cварочные генераторы
-
Машины контактной сварки
-
Установки для воздушно-плазменной резки
-
Сварочные трансформаторы
-
Установки для аргонодуговой сварки
-
Оборудование поставляемое на ГАЗПРОМ
- Электрододержатели
- Конверторы
-
Аксессуары и блоки
-
Горелки
- Подготовка сварки
-
Сварочное оборудование Miller Electric
-
Линия продуктов OSBORN
- Газосварочное оборудование
- Запчасти и аксессуары
- Инверторы
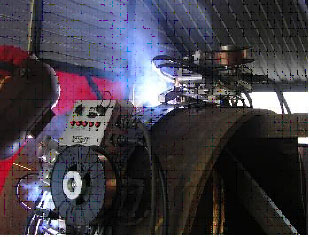
Сварочный автомат ПРОТЕУС

Выпускается по ТЕХНИЧЕСКИМ УСЛОВИЯМ ТУ3441-028-11143754-2006.
Предназначен для автоматической орбитальной сварки в среде защитного газа или смесях газов неповоротных стыков трубопроводов диаметром от 406 до 2540 мм.
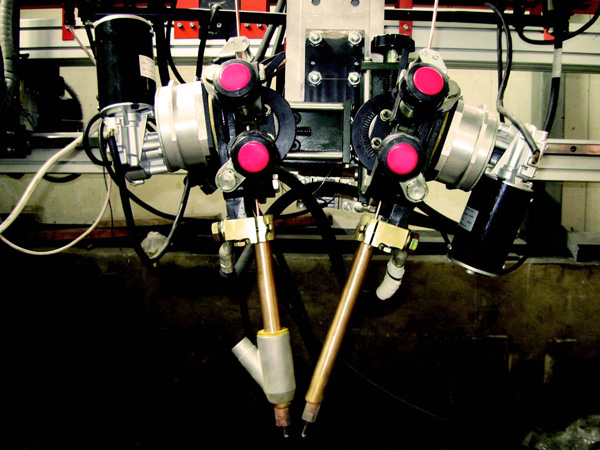
В состав комплекса входят:
две самоходные сварочные головки
блок питания
направляющий пояс шириной 120 мм
ручное программирующее устройство (программатор)
пульт дистанционного управления (ДУ)
комплект принадлежностей, запасных и сменных частей
источник сварочного тока – выпрямитель для дуговой сварки ВД-506ДК У3 по ТУ3441-012-11143754-2004
сварочные материалы (порошковая проволока)

Технические характеристики автомата ПРОТЕУС:
|
Наименование параметра
|
Значение
|
|
Напряжение питания, В
|
~110 или ~220
|
|
Номинальный сварочный ток, при ПВ=60%, А в углекислом газе
|
400
|
|
Номинальный сварочный ток, при ПВ=60%, А в смеси типа М21
|
300
|
|
Диаметр электродной проволоки, мм
|
0,9 - 1,4
|
|
Скорость подачи электродной проволоки, ммин
|
5 - 15
|
|
Диаметр кассеты сварочной проволоки, мм
|
200
|
|
Максимальная ширина кассеты, мм
|
71,5
|
|
Вес кассеты, кг
|
5
|
|
Угол поперечных колебаний горелки, град
Угол продольного наклона горелки, град Угол поперечного наклона горелки, град |
±14
±20 ±10 |
|
Перемещение горелки перпендикулярно шву, мм
|
100
|
|
Габаритные размеры, мм ( длина x ширина x высота)
|
550 x 340 x 250
|
|
Вес кг, не более
|
12,5
|
Преимущества комплекса для автоматической сварки в защитных газах неповоротных стыков ПРОТЕУС:
СРАВНЕНИЕ ТЕХНИЧЕСКИХ ПАРАМЕТРОВ ГОЛОВОК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ В ЗАЩИТНЫХ ГАЗАХ ТИПОВ ПРОТЕУС И М-300, М-300-С (CRC).
|
№
|
Наименование параметра
|
Протеус
|
М-300
|
М-300-С
|
|
1
|
Размеры, мм
|
500 х 340 х 250
|
558 х 380 х 550
|
584 х 381 х 559
|
|
2
|
Масса головки (без кассеты), кг
|
12,5
|
20
|
23,2
|
|
3
|
Ширина направляющего пояса, мм
|
120
|
124
|
124
|
|
4
|
Диаметры свариваемых труб, мм
|
406,4...2540
|
406,4...2540
|
406,4...2540
|
|
5
|
Толщина стенки трубы, мм
|
8...50
|
9,5...50
|
9,5...;50
|
|
6
|
Скорость перемещения головки, м/мин
|
0,076...1,52
|
0,076...1,14
|
0,076...1,54
|
|
7
|
Скорость подачи проволоки, м/мин
|
5...15
|
3,66...13,8
|
3,68...13,72
|
|
8
|
Диаметр сварочной проволоки, мм
|
0,9...1,6
|
0,76...1,98
|
0,76...1,98
|
|
9
|
Размеры кассеты для проволоки, мм
|
Внутренний O48...52,2,
|
Внутренний O48...52,2,
|
Внутренний O48...52,2,
|
|
наружный O200,
|
наружный O200,
|
Наружный
O200,
|
||
|
ширина 71,5
|
ширина 71,5
|
ширина 71,5
|
||
|
10
|
Амплитуда поперечных колебаний горелки, град
|
±18
|
±25,4
|
±19
|
|
11
|
Частота поперечных колебаний горелки, мин-1
|
Устанавливается в ед. колебаний на 1 см пути
|
0...140
|
0...111,8
|
|
Устанавливается в ед. колебаний в мин.
|
Устанавливается
в ед. колебаний
в мин.
|
|||
|
12
|
Регулировка постоянных углов наклона горелки:
|
|||
|
продольного, град
|
± 15
|
± 15
|
± 15
|
|
|
поперечного, град
|
±15
|
нет
|
нет
|
|
|
13
|
Время задержки на кромках, с
|
0...0,5
|
0...1,0
|
0...1,0
|
|
14
|
Диапазон рабочих температур, град
|
-39...+60
|
-40...+70
|
-40...+70
|
|
15
|
Источник питания сварочной дуги
|
Инверторный
|
Инверторный
|
Инверторный
|
|
или
|
или
|
или
|
||
|
тиристорный,
|
тиристорный,
|
тиристорный,
|
||
|
300 А, ПВ=100%
|
300 А, ПВ=100%
|
300 А, ПВ=100%
|
||
|
16
|
Параметры сварочной горелки
|
300 А
|
350 А
|
350 А
|
|
при ПВ=60%
|
при ПВ=100%
|
при ПВ=100%
|
||
|
в смеси Ar+СО2
|
||||
|
17
|
Число программируемых проходов
|
12
|
4
|
32
|
|
18
|
Напряжение питания цепей управления постоянным током, В
|
24
|
24
|
28
|
|
19
|
Функция переставляемой "правой" и "левой" горелки
|
Да
|
Нет
|
Нет
|
|
20
|
Материал и способ изготовления корпуса головки
|
Штампованная сталь
|
Алюминиевое литье
|
Алюминиевое
литье
|
|
21
|
Управление головкой
|
Цифровое
|
Цифровое
|
Цифровое
|
|
22
|
Наличие пульта дистанционного управления параметрами режима сварки
|
Да
|
Нет
|
Нет
|
|
23
|
Возможность установки системы, следящей за стыком
|
Да
|
Нет
|
Нет
|
|
24
|
Способ перемещения головки по направляющему поясу
|
Зацепление
шестерни механизма перемещения головки с отверстиями на широкой части пояса |
Трение
рифлённого ролика механизма перемещения головки о гладкую боковую часть пояса |
Трение
рифлённого ролика механизма перемещения головки о гладкую боковую часть пояса |
|
25
|
Расстояние от края пояса
до оси разделки, мм |
51
|
159
|
159
|
|
26
|
Тип соединительной резьбы
на головке |
Метрическая
|
Дюймовая
|
Дюймовая
|
ОСНОВНЫЕ ОТЛИЧИЯ ТЕХНИЧЕСКИХ ПАРАМЕТРОВ ГОЛОВОК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ В ЗАЩИТНЫХ ГАЗАХ ТИПОВ ПРОТЕУС и М-300,М-300-С (CRC).
Спецификация на сварочный автомат "ПРОТЕУС"
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 |
 |
 |
 |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
