


-
Автоматизация сварочных процессов
- Станки лазерной резки
- Трехкоординатные фрезерно-гравировальные станки
- Станки раскроя трубы
-
Автоматы сварочные
- Комплектные полуавтоматы
-
Полуавтоматы - моноблоки
-
Подающие механизмы
-
Источники (выпрямители)
-
Выпрямители многопостовые и реостаты
-
Проволока сварочная
-
Cварочные генераторы
-
Машины контактной сварки
-
Установки для воздушно-плазменной резки
-
Сварочные трансформаторы
-
Установки для аргонодуговой сварки
-
Оборудование поставляемое на ГАЗПРОМ
- Электрододержатели
- Конверторы
-
Аксессуары и блоки
-
Горелки
- Подготовка сварки
-
Сварочное оборудование Miller Electric
-
Линия продуктов OSBORN
- Газосварочное оборудование
- Запчасти и аксессуары
- Инверторы
Строгачи для канавок модели К-10, К-12, К-16
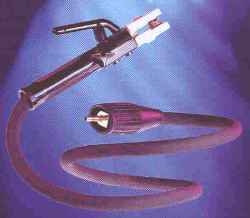 Строгач состоит из держателя для угольного электрода для сварки и специального кабеля длиной 3 м. К специальному кабелю присоединяется сварочный кабель с кабельным наконечником и пневматическим шлангом с хомутиком. Сжатый воздух может регулироваться с помощью встроенного в держателе вентиля. Выход сжатого воздуха происходит из двух отверстий, которые находятся во вращающемся сопле держателя. Сопло служит для приема угольного электрода для сварки. В серийном изготовлении строгач для канавок оснащен соплом для круглого угольного электрода. Сопла для пластинчатых электродов заказываются отдельно. Строгачи для канавок прошли испытания согласно стандарту DIN EN 60974-11 тип B.
Строгач состоит из держателя для угольного электрода для сварки и специального кабеля длиной 3 м. К специальному кабелю присоединяется сварочный кабель с кабельным наконечником и пневматическим шлангом с хомутиком. Сжатый воздух может регулироваться с помощью встроенного в держателе вентиля. Выход сжатого воздуха происходит из двух отверстий, которые находятся во вращающемся сопле держателя. Сопло служит для приема угольного электрода для сварки. В серийном изготовлении строгач для канавок оснащен соплом для круглого угольного электрода. Сопла для пластинчатых электродов заказываются отдельно. Строгачи для канавок прошли испытания согласно стандарту DIN EN 60974-11 тип B.
Способ сварки: дуговая строжка угольным электродом и сжатым воздухом. Манипулирование: вручную.
Технические параметры канавок модели К-10, К-12, К-16:
| Наименование | К-10 | К-12 | К-16 |
| нагрузка при относительном продолжении включения (60%), А | 500 | 600 | 1000 |
| диаметр круглый угольный электрод, мм | 4-10 | 4-12 | 8-16 |
| сечение пластинчатый угольный электрод (ширина*толщина), мм | 15/20 * 4 | 15/20 * 4-5 | 15/20/25 * 4-5 |
| длина кабеля, м | 3 | 3 | 3 |
| соединительный болт для сварочного кабеля | М8 | М10 | М12 |
| давление сжатого воздуха, макс, бар | 10 | 10 | 10 |
| внутренний диаметр линии подачи воздуха, мм | 6 | 10-11 | 10-11 |
Особенности конструкции строгачей:
Строгач состоит из держателя для угольного электрода для сварки и специального кабеля длиной 3 м. К специальному кабелю присоединяется сварочный кабель с кабельным наконечником и пневматическим шлангом с хомутиком. Сжатый воздух может регулироваться с помощью встроенного в держателе вентиля. Выход сжатого воздуха происходит из двух отверстий, которые находятся во вращающемся сопле держателя. Сопло служит для приема угольного электрода для сварки. В серийном изготовлении строгач для канавок оснащен соплом для круглого угольного электрода. Сопла для пластинчатых электродов заказываются отдельно. Строгачи для канавок прошли испытания согласно стандарту DIN EN60974-11 тип В.
Применение строгачей:
Дуговая строжка используется в металлоперерабатывающей промышленности, на сталеплавильных и прокатных заводах для строжки канавок, подготовки и обработки сварочных швов, поверхностной резки раковин и трещин, скашивания кромок, резки, обработки поверхности и прожигания отверстий для всех металлов.
Источник питания током: 500-1000 А, холостой ход или напряжение при зажигании дуги свыше 60 В, падающая характеристика;
Род тока: преимущественно, постоянный ток.
Угольный электрод, подключенный к положительному полюсу, для: стального литья, стальных сплавов.
Угольный электрод, подключенный к отрицательному полюсу, для: латуни, бронзы, алюминиевой бронзы, красного литья, меди, алюминия, серого чугуна.
Переменный ток среди прочего предназначается для: серого чугуна, алюминия и никелевых сплавов.
Угольные электроды для сварки:
Применяются угольные электроды с медным покрытием. При заказах необходимы данные о роде тока. Наиболее распространенные размеры и соответствующие нагруз¬ки:
Диаметр 6 мм – 220 - 250 А;
Диаметр 8 мм – 350 - 400 А;
Диаметр 10 мм – 500 - 600 А;
Сжатый воздух: 7-10 бар, при 600-1000 л/мин., без включений воды и масла.
Обслуживание строгачей:
Вылет угольного электрода (из электрододержателя) максимум 150 мм.
Перед зажиганием дуги полностью открыть воздушный вентиль.
Зажигание посредством кратковременного соприкосновения электрода с изделием, затем электрод чуть-чуть потянуть назад. Держать очень малую длину дуги. Вести электрод равномерно в направлении потока сжатого воздуха.
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 |
 |
 |
 |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
