


-
Автоматизация сварочных процессов
- Станки лазерной резки
- Трехкоординатные фрезерно-гравировальные станки
- Станки раскроя трубы
-
Автоматы сварочные
- Комплектные полуавтоматы
-
Полуавтоматы - моноблоки
-
Подающие механизмы
-
Источники (выпрямители)
-
Выпрямители многопостовые и реостаты
-
Проволока сварочная
-
Cварочные генераторы
-
Машины контактной сварки
-
Установки для воздушно-плазменной резки
-
Сварочные трансформаторы
-
Установки для аргонодуговой сварки
-
Оборудование поставляемое на ГАЗПРОМ
- Электрододержатели
- Конверторы
-
Аксессуары и блоки
-
Горелки
- Подготовка сварки
-
Сварочное оборудование Miller Electric
-
Линия продуктов OSBORN
- Газосварочное оборудование
- Запчасти и аксессуары
- Инверторы
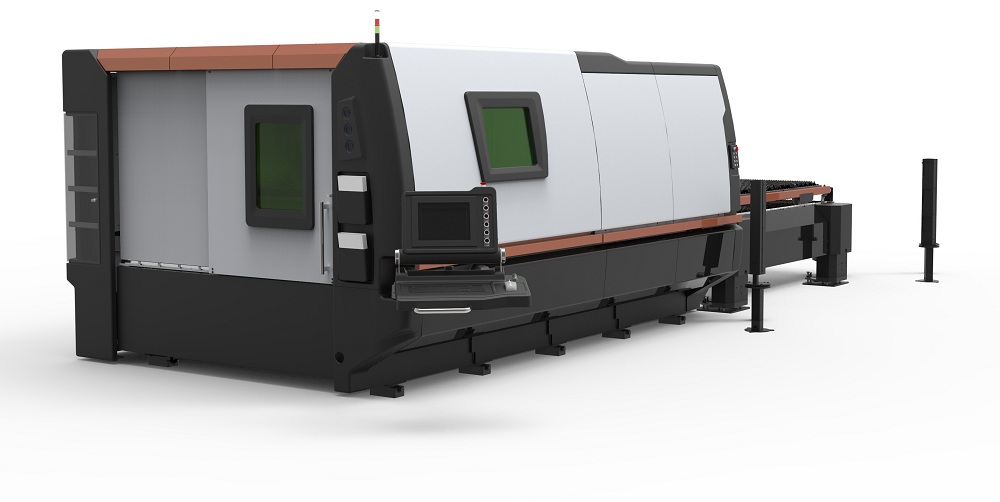
Станок лазерной резки LaserCUT серии 3015-3 на базе портальной координатной системы с использованием линейных приводов и волоконного лазера мощностью 2000/3000 Вт, гармонично сочетающий в себе высокую точность, надежность и технологичность – оптимальное решение для предприятий серийного и массового производства с загрузкой 24 часа в сутки.


Базовая комплектация станков
- Основание станка с защитной кабиной стационарного исполнения
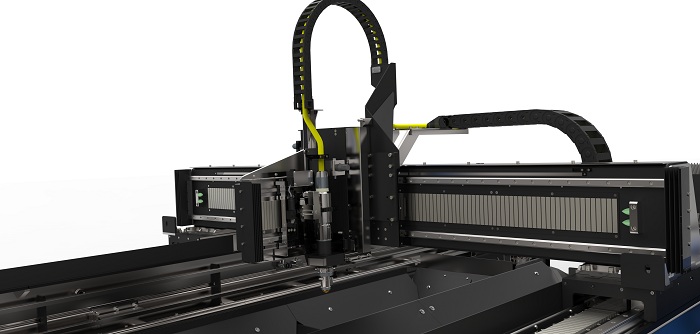
- Исполнительный 3-х координатный механизм на базе линейных приводов
- Система ЧПУ и электроавтоматики
- Программа управления станком CNC Host
- Терминал оператора
- САПР раскроя– cncKad
- Дистанционный пульт управления
- Лазерный модуль
- Оптическая головка
- Система подачи технологических газов
- 2-х паллетный раскройный стол с автоматической загрузкой паллет в зону обработки
- Поддоны для сбора деталей и отходов листа
- Комплект ЗиП
Опции
- Дополнительная Х3 координата
- Фильтровентиляционная система
- Винтовой компрессор высокого давления
- Стабилизатор напряжения
- «Цифровое производство» - получение рабочей программы для обработки заготовки по 3D –модели
- Дистанционная диагностика
- Расширенный комплект ЗИП.
Технические характеристики
| LaserCUT 3015-3-S | LaserCUT 3015-3-N | |
| Рабочая зона | ||
| Ось Х, мм | 3000 | 3000 |
| ОсьY, мм | 1500 | 1500 |
| Ось Z, мм | 100 | 100 |
| Заготовка | ||
| Макс. Масса, кГ | 900 | 900 |
| Макс. скорость | ||
| Холостых перемещений, X/Y/Z м/мин | 120/120/60 | 120/120/60 |
| Рабочих перемещений, X/Y/Z м/мин | 60/60/40 | 60/60/40 |
| Точность | ||
| Позиционирования, мм/м | 0,05 | 0,05 |
| Повторяемость, мм/м | 0,01 | 0,01 |
| Габаритные размеры и масса станка | ||
| Длина, мм | 7 955 | 8 115 |
| Ширина,мм | 3 060 | 3 100 |
| Высота, мм | 2 155 | 2 200 |
| Масса, кГ | ~7 500 | ~7 500 |
| Общая потребляемая мощность, кВт | ~26 | ~24 |
Преимущества
- Идеально подходит для решения широкого спектра задач
- Высокая скорость обработки и минимальные затраты на вспомогательные операции
- Высокое качество обработки
- Низкие эксплуатационные расходы
- Удобный диалоговый интерфейс
- Модульная конструкция и большой набор опций
- Разнообразие решений по автоматизации
Техническое описание модулей станка
Основание станка выполнено в виде сварной термически обработанной конструкции с последующей фрезерной обработкой, которая совмещает в себе высокую точность изготовления с требуемой жесткостью, надежностью и долговечностью.
Портал перемещается посредством профильных роликов по прецизионным линейным направляющим.

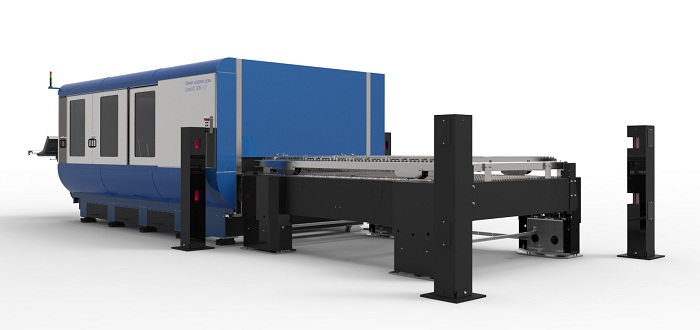
 Рабочий стол паллетного типа позволяет производить установку заготовок и съем готовых деталей вне зоны обработки. На станках LaserCUT серии 3015-3 и выше устанавливается 2-х паллетный рабочий стол с автоматической сменой паллет.
Рабочий стол паллетного типа позволяет производить установку заготовок и съем готовых деталей вне зоны обработки. На станках LaserCUT серии 3015-3 и выше устанавливается 2-х паллетный рабочий стол с автоматической сменой паллет.
Паллеты вводятся в зону обработки поочередно.
Система ЧПУ и электроавтоматики

- управление приводами
- контроль электроавтоматики
- управление мощностью лазера и давлением технологических газов
- автоматическую смену паллет
- поддержку блокировок зон доступа и функции лазерного барьера
- on-line функцию удаленного доступа
- передачу данных через USB, EtherNet.
В станках лазерной резки LaserCUT серии 3015-3 и выше используется многоосевая распределенная система числового программного управления CNCE на базе быстродействующего протокола обмена реального времени EtherCAT со скоростью обмена 100 Mbit/с и 1 Gbit/с.
Лазерный модуль

Выполнен в виде интегрированной стойки Rittal, состоит из:
- иттербиевого волоконного лазера мощностью 500/1000/2000/3000 кВт
- выходного волоконного кабеля с коннектором
- системы контроля мощности и модуляции
Иттербиевый волоконный лазер
- длина волны – 1070 нм
- диаметр волокна – 50/100 мкм
- режим работы: непрерывный, с возможностью импульсной модуляции
- необслуживаемый, маломодовый
- поляризация: случайная.
Ресурс работы лазерных диодов – 50 000 часов
Оптическая головка
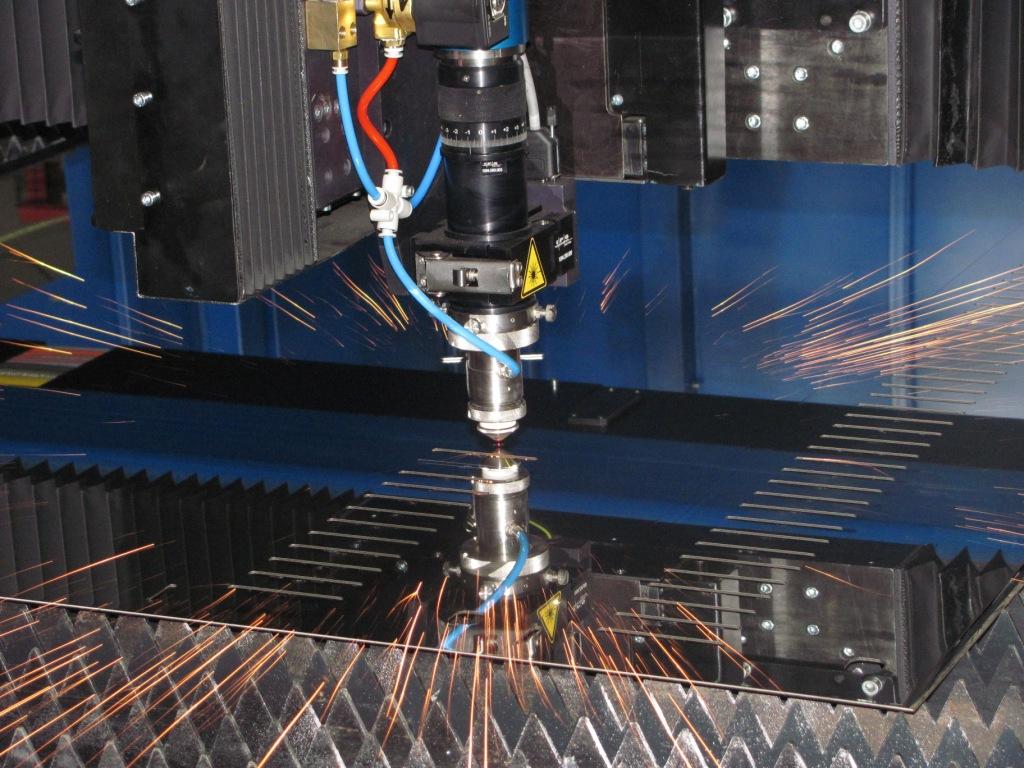
Функциональные преимущества:
- Автоматическая или ручная фокусировка
- Цифровая индикация положения фокуса
- Быстрая замена защитного стекла
- Быстрая замена сопел
- Водяное охлаждение оптики
- Интегрированный датчик слежения за поверхностью в процессе резания
Система подачи технологических газов
Базовая комплектация лазерного станка включает в себя: два редуктора для вспомогательных технологических газов и редуктор для сдува плазмы при врезке. Включение подачи газа осуществляется автоматически в зависимости от выбранного из библиотеки материалов типа обрабатываемого металла.
Дополнительная Х3 координата
Устанавливается на станках 3-й серии обрабатывающих детали с наличием мелких элементов контура резки. Способствует увеличению производительности станка на 15 – 25%.
Программа CNC Host обеспечивает пользовательский интерфейс по управлению станком лазерной резки. Работа с программой напоминает работу с приложениями Windows. Обучение оператора сводится к пониманию технологических параметров и действий, связанных с функционированием станка. Поддерживаются основные и вспомогательные команды:
- перемещение на быстром ходу
- линейная интерполяция
- круговая интерполяция
- коррекции слева/справа от контура
- задание абсолютных координат
- задание размеров в приращениях
- включение/выключение лазера
- управление дополнительными режимами.
Параметры лазерной резки выбираются из таблицы. Кроме установленных параметров для разных материалов и толщин, имеется возможность настройки параметров для новых материалов и внесения в таблицу.
САПР cncKad – интегрированная CAD/CAM система подготовки управляющих программ (УП):
- 2D модуль для работы с листовым металлом
- импорт файлов в форматах DXF, DWG, IGES, CADL
- проверка геометрии для обнаружения и исправления незамкнутых контуров
- автоматическая подготовка раскроя листа с максимальным использованием материала
- автоматическое задание параметров реза в зависимости от марки материала, толщины, и геометрии контура резки
- раскрой общим резом в автоматическом режиме с учетом ширины реза и оптимизации холостого хода
- графическая симуляция кодов УП с возможностью преобразования УП в чертеж
- возможность учета заготовок, получаемых деталей и деловых отходов
Система числового программного управления установкой ЧПУ
Специально для станков лазерной резки и технологических комплексов с высокими требованиями, применяется многоосевая распределенная система числового программного управления CNCE на базе быстродействующего протокола обмена реального времени EtherCAT (скоростью обмена 100 Mbit/с и 1 Gbit/с). Высокая скорость обработки данных в системе EtherCAT c использованием вычислительного ресурса мощных персональных компьютеров позволяет производить расчеты и обработку информации в промежутке между двумя информационными телеграммами, что сравнимо по быстродействию с работой аппаратно реализованной блочной системой ЧПУ с использованием системной шины (LSMC). В результате, предоставляется возможность получать данные от управляемых устройств в режиме реального времени и управляющие данные передавать с минимальными задержками. Причем все это происходит без изменения производительности виртуального управляющего контроллера верхнего уровня, в качестве которого используются современные индустриальные РС, подключаемого через стандартный интерфейс Ethernet.
Система CNCE выполняет функции управления приводами, функцию ЧПУ и контролера входов/выходов и других периферийных устройств.
Запатентованный принцип перекрестного регулирования двух двигателей оси Х позволяет минимизировать динамическую ошибку при максимальных скоростях и ускорениях.
Практический результат: использование протокола обмена реального времени EtherCAT в станках лазерной резки LaserCut обеспечивает надежную и эффективную работу лазерного комплекса при самых высоких требованиях к динамике и качеству обработки материалов.
Расход режущих газов
Применяемый газ, давление:
- воздух, давление 13 - 15 атм.
- кислород, давление 0,5 – 3,5атм.
- азот, давление 15 атм.
| Толщина и марка материалла | Тип и расход режущего газа*, м³/час | ||||
| Диаметр отверстия сопла, мм | Толщина и марка материала | Воздух | Кислород | Азот | Аргон |
| 1 | 0.8 мм | 15 | |||
| 1,5. | 1.5 мм | 20 | |||
| 2 | 2 мм | 30 | |||
| 3 | 3 мм | 45 | |||
| 1 | 4 мм | 2 | |||
| 1 | 5 мм | 2 | |||
| 1 | 6 мм | 2 | |||
| 1,5 | 8 мм | 3 | |||
| 1,5 | 10 мм | 3 | |||
| 2 | 12 мм | 4 | |||
| 3 | 16 мм | 5 | |||
| 3,5 | 20 мм | 6 | |||
| Нержавейка | |||||
| 1,5 | 1 мм | 20 | 20 | ||
| 1,5 | 1.5 мм | 20 | 20 | ||
| 1,5 | 2 мм | 20 | 20 | ||
| 2 | 3 мм | 30 | 30 | ||
| 2 | 4 мм | 30 | 30 | ||
| 2,5 | 5 мм | 40 | 40 | ||
| 2,5 | 6 мм | 40 | 40 | ||
| 3 | 8 мм | 45 | 45 | ||
| 3 | 10 мм | 45 | 45 | ||
| 3 | 12 мм | 45 | 45 | ||
| 3,5 | 16 мм | 50 | 50 | ||
| Алюминий | |||||
| 1,5 | 1 мм | 20 | |||
| 1,5 | 1.5 мм | 20 | |||
| 1,5 | 2 мм | 20 | |||
| 2 | 3 мм | 30 | |||
| 2 | 4 мм | 30 | |||
| 2,5 | 5 мм | 40 | |||
| 2,5 | 6 мм | 40 | |||
| 3 | 8 мм | 45 | |||
| 3 | 10 мм | 45 | |||
| 3 | 12 мм | 45 | |||
| 3,5 | 16 мм | 50 |
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 |
 |
 |
 |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
