


-
Автоматизация сварочных процессов
- Станки лазерной резки
- Трехкоординатные фрезерно-гравировальные станки
- Станки раскроя трубы
-
Автоматы сварочные
- Комплектные полуавтоматы
-
Полуавтоматы - моноблоки
-
Подающие механизмы
-
Источники (выпрямители)
-
Выпрямители многопостовые и реостаты
-
Проволока сварочная
-
Cварочные генераторы
-
Машины контактной сварки
-
Установки для воздушно-плазменной резки
-
Сварочные трансформаторы
-
Установки для аргонодуговой сварки
-
Оборудование поставляемое на ГАЗПРОМ
- Электрододержатели
- Конверторы
-
Аксессуары и блоки
-
Горелки
- Подготовка сварки
-
Сварочное оборудование Miller Electric
-
Линия продуктов OSBORN
- Газосварочное оборудование
- Запчасти и аксессуары
- Инверторы
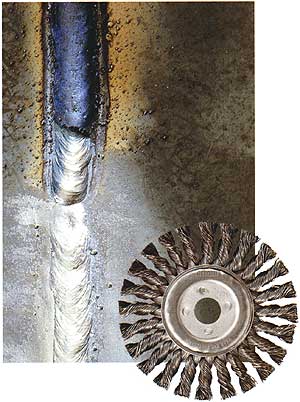
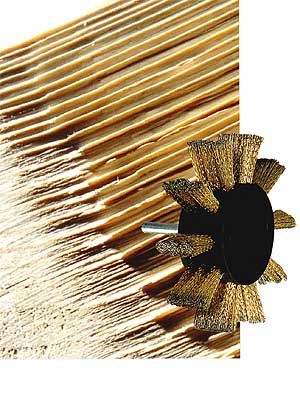
Примеры применения щёток ECO
|
Зачистка сварных швов |
Удаление ржавчины |
|
|
|
|
Деревообработка |
Удаление заусенец |
|
|
|


Терминология
|
Диаметр щеток |
||
|
Большой диаметр щетки дает лучшие результаты и более высокую производительность. Щетки большого диаметра до 450 мм обычно делают из неметаллических материалов. Для ручного инструмента диаметр щеток не должен превышать 7 дюймов (178 мм) |
||
|
|
Длина рабочей части |
|
|
Длина рабочей части - это расстояние между основанием и концами волокон (материала). Короткая длина делает щетку жесткой с высокой режущей способностью, тогда как большая длина ворса придает щетке гибкость, способность обрабатывать неровную поверхность. |
||
|
|
Ширина рабочей части |
|
|
Многорядные или однорядные щетки, установленные друг с другом в ряд на одном валу, имеют более значительную рабочую ширину и требуют больших сил привода (см. табл. на стр. 7) |
||
|
|
Плотность рабочей части |
|
|
Определяется количеством проволочек на единицу поверхности. Высокая плотность рабочей части обеспечивает лучшую обработку поверхности и более высокую режущую способность, которая требуется, например, при работах, связанных с удалением заусенцев. Меньшая плотность рабочей части дает более высокую эластичность, отдельные проволочки работают по принципу "плетки". |
||
|
|
Окружная скорость и прижимное усилие |
|
|
Указанные в каталоге окружные скорости в min1- это максимальные безопасны скорости. При большинстве работ с применением щеток более низкие, чем приведенные в таблице скорости, дают оптимальный эффект. Меньшие скорости и меньшее прижимное усилие обеспечивают более длительный срок службы и требуют меньшего приводного усилия. Только концы проволоки должны выполнять работу. Если требуются большие скорости, большое прижимное усилие, то следует использовать более жесткие щетки. Этого можно достичь путем применения более толстой проволоки, меньшей длины. |
||



Выбор типа щёток в зависимости от рабочих условий
Для обеспечения необходимого результата при работе щёточным инструментом очень важен правильный подбор как типа щётки так и режима его работы. Это связано в первую очередь с большим количеством варьируемых характеристик и режимов работы инструмента. Определяющими являются не только тип щётки и толщина проволоки, но и длина, ширина рабочей части, плотность "набивки", оптимальное прижимное усилие и окружная скорость электроинструмента. Зачастую подбор параметров приходится производить экспериментальным путём. Данная ниже таблица должна облегчить принятие решения. Вы так же можете обратится за консультацией к нашим специалистам.
|
Установленный недостаток |
Предложения по его устранению |
|
Эффект очистки слабоват |
1. Увеличить окружную скорость путем: |
|
а)использования щетки большого диаметра, б) большей скорости вращения |
|
|
2. Использовать щетку такого же диаметра, но с меньшей длинной рабочей части 3. |
|
|
3.Использовать щетку с более грубым материалом (выбрать вместо проволоки 0,30, например, 0,35 или вместо зерна 180 зерно 120. |
|
|
Эффект очистки слишком велик |
1. Уменьшить окружную скорость путем: |
|
а)использования щетки меньшего диаметра, б) меньшей скорости вращения |
|
|
2. Использовать щетку с большей длиной рабочей части 3. Использовать щетку с менее грубым материалом (выбрать вместо проволоки 0,35, например, 0,30 или вместо зерна 120 зерно 180. |
|
|
В результате очистки смещаются заусенцы на примыкающей поверхности |
1. Использовать щетку с меньшей длиной рабочей части. |
|
2. Проверить положение щетки и обрабатываемого изделия. |
|
|
После очистки шероховатость поверхности остается грубоватой |
1. Использовать щетку с меньшей длиной рабочей части. |
|
2. Уменьшить диаметр проволоки или крупность зерна. |
|
|
3. Увеличить окружную скорость |
|
|
Слишком чистая и блестящая поверхность |
1. Использовать щетку с более длинной рабочей частью |
|
2. Увеличить диаметр проволоки или крупность зерна. |
|
|
3. Уменьшить окружную скорость путем: |
|
|
а) ипользования щетки меньшего диаметра, б) уменьшения скорости вращения. |
|
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 |
 |
 |
 |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
