


-
Автоматизация сварочных процессов
- Станки лазерной резки
- Трехкоординатные фрезерно-гравировальные станки
- Станки раскроя трубы
-
Автоматы сварочные
- Комплектные полуавтоматы
-
Полуавтоматы - моноблоки
-
Подающие механизмы
-
Источники (выпрямители)
-
Выпрямители многопостовые и реостаты
-
Проволока сварочная
-
Cварочные генераторы
-
Машины контактной сварки
-
Установки для воздушно-плазменной резки
-
Сварочные трансформаторы
-
Установки для аргонодуговой сварки
-
Оборудование поставляемое на ГАЗПРОМ
- Электрододержатели
- Конверторы
-
Аксессуары и блоки
-
Горелки
- Подготовка сварки
-
Сварочное оборудование Miller Electric
-
Линия продуктов OSBORN
- Газосварочное оборудование
- Запчасти и аксессуары
- Инверторы
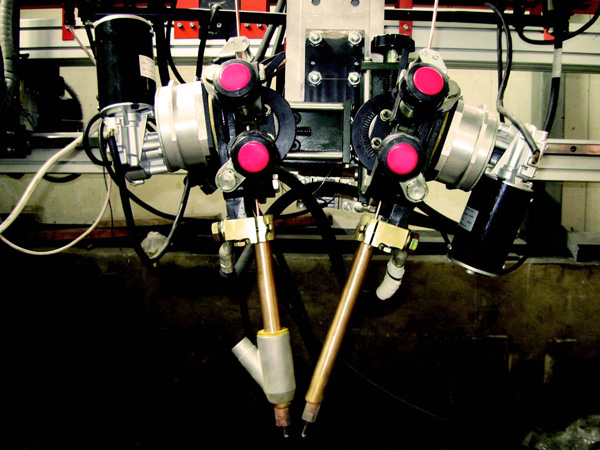
Головка сварочная ГДФ-1251 с.1 для сварки поворотных кольцевых швов под слоем флюса
 Сварочная головка предназначена для дуговой автоматической сварки плавящимся электродом под слоем флюса поворотных стыков труб из углеродистой и низкоуглеродистой стали.
Сварочная головка предназначена для дуговой автоматической сварки плавящимся электродом под слоем флюса поворотных стыков труб из углеродистой и низкоуглеродистой стали.
Головка имеет устройство, позволяющее отслеживать колебание трубы по диаметру.
Головка сварочная ГДФ-1251 серии 1 предназначена для автоматической дуговой сварки поворотных стыков труб диаметром 529…1420 мм из малоуглеродистых и низколегированных сталей.
Сварка осуществляется на постоянном токе под флюсом стальной электродной проволокой.
Головка для дуговой сварки входит в состав оборудования полевой автосварочной установки ПАУ-1001 или аналогичных установок.
Состав изделия и комплект поставки
Сварочная головка ГДФ-1251 состоит из подвесной сварочной головки, источника питания сварочной дуги – универсального выпрямителя ВДУ-1250, кабеля управления, силовых проводов и комплекта запасных, сменных и монтажных частей и принадлежностей.
Устройство и принцип работы:
Головка ГДФ-1251 обеспечивает подачу токоведущей электродной проволоки и флюса в зону сварки, а также перемещение сварочной дуги вдоль шва. Процесс включения источника питания, подачи электродной проволоки и вращения свариваемого изделия обеспечивается блоком управления, расположенным в пульте управле-ния головкой, после запуска сварочного цикла автоматически.
Электродная проволока с помощью электродвигательного привода механизма подачи поступает из кассетного устройства в зону сварки по горелке-токоподводу. Через флюсоподвод из бака головки подаётся защитный флюс.
Регулирование сварочного тока, напряжения на дуге и скорости вращения свариваемого изделия - плавное.
Управление головкой осуществляется с лицевой панели пульта управления.
| Технические характеристики: | |
| Наименование параметра | Норма |
| Напряжение трёхфазной питающей сети при частоте 50 Гц, В |
380+5%-10% |
| Напряжение питания подвесной головки переменным током при частоте 50 Гц: трёхфазной питающей сети, В однофазной питающей сети, В |
36 |
| Номинальный сварочный ток, А, при продолжительности включения ПВ = 100 % |
1250 |
| Пределы регулирования сварочного тока, А | 250...1250 |
| Потребляемая мощность источника питания, кВА, не более | 107 |
| Потребляемая мощность подвесной головки, Вт, не более | 400 |
| Диаметры электродной проволоки, мм | 2...6 |
| Скорость подачи электродной проволоки, м/ч | 12...360 |
| Угол наклона электродной проволоки ("Вперёд" "Назад"), град |
0...30 |
| Вылет электродной проволоки, мм | 30...80 |
Мы осущестляем ремонт старых сварочных головок ГДФ-1001, их модернизацию, аттестацию и пуско-наладку.
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 |
 |
 |
 |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
