


-
Автоматизация сварочных процессов
- Станки лазерной резки
- Трехкоординатные фрезерно-гравировальные станки
- Станки раскроя трубы
-
Автоматы сварочные
- Комплектные полуавтоматы
-
Полуавтоматы - моноблоки
-
Подающие механизмы
-
Источники (выпрямители)
-
Выпрямители многопостовые и реостаты
-
Проволока сварочная
-
Cварочные генераторы
-
Машины контактной сварки
-
Установки для воздушно-плазменной резки
-
Сварочные трансформаторы
-
Установки для аргонодуговой сварки
-
Оборудование поставляемое на ГАЗПРОМ
- Электрододержатели
- Конверторы
-
Аксессуары и блоки
-
Горелки
- Подготовка сварки
-
Сварочное оборудование Miller Electric
-
Линия продуктов OSBORN
- Газосварочное оборудование
- Запчасти и аксессуары
- Инверторы
Сварочная головка на базе АДФ-1000
 |
Сварочная головка на базе автомата АДФ-1000 предназначена для использования в качестве подвесной головки на колоннах, сварочных порталах, в том числе для сварки и наплавки кольцевых и поворотных швов внутри обечаек.
|
Варианты сварочных головок на базе АДФ-1000
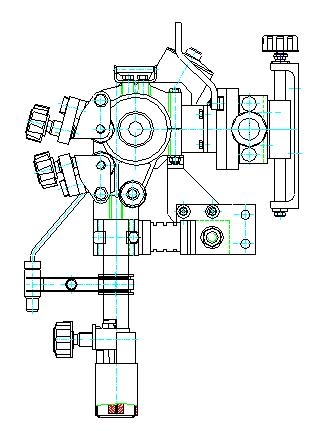 |
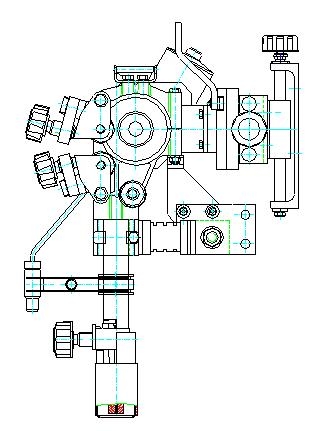
Сварочная головка АДФ-1000, для использования в качестве подвесной головки на колоннах, сварочных порталах, в том числе для сварки и наплавки кольцевых и поворотных швов внутри обечаек.
В комплект входят суппорта для ручного позиционирования сварочной головки, устройство поворота сварочной головки, механизм подачи сварочной проволоки, лазерная указка, измерительный шунт, токоподвод. Работает от блока управления БУ-20 с источником ВДУ-1250. Крепить головку необходимо через отверстия в суппорте, на четыре точки, с использованием изоляторов. Сварочная головка АДФ-1000 для установки на механизированные кресты, сварочные порталы, колонны. В комплект головки входит мотор - редуктор, правильно подающее устройство и токоподвод. Крепится 4 болтами через отверстия в кронштейне. |
|
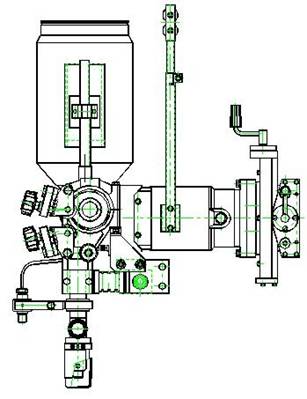
Сварочная головка АДФ-1000 для использования на стационарных опорах, при работе со сварочными манипуляторами, может быть установлена на колонны. Применяется для сварки и наплавки поворотных деталей.
В комплект входят механизм подачи проволоки, ручные суппорта вертикального и горизонтального перемещения, вертикальная колонна, кронштейн крепления кассеты для сварочной проволоки, измерительный шунт, флюсбункер, блок управления БУ-20, направляющие ролики для проволоки. Устанавливается на площадку, к площадке крепится 4 болтами, через отверстия в основании вертикальной колонны. Головка может поворачиваться относительно оси вертикальной колонны ± 180°. |
 |
Блок управления БУ-20
Блок управления БУ-20 предназначен для задания регулируемых режимов цикла сварки, индикации режимов сварки и управления работой автомата в процессе сварки. Расположение органов управления и органов индикации на лицевой панели блока управления приведены на рисунке:
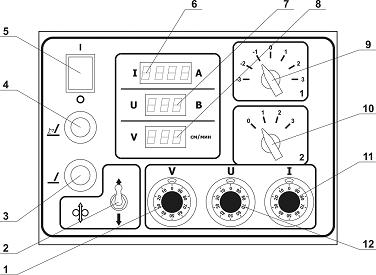
1 – Резистор регулировки скорости движения тележки (скорости сварки).
2 – Тумблер перемещения сварочной проволоки вверх/вниз в режиме «Наладка».
3 – Кнопка «Стоп». При нажатии обеспечивает прекращение сварки. Кнопка «Стоп» активна только в режиме «Работа».
4 – Кнопка «Пуск». При нажатии обеспечивает инициализацию цикла сварки. Кнопка «Пуск» активна только в режиме «Работа».
5 – Выключатель напряжения питания автомата.
6 – Индикатор сварочного тока.
7 – Индикатор сварочного напряжения.
8 – Индикатор скорости сварки (единица измерения – см/мин.).
9 – Переключатель режимов сварки («-2» - сварка вправо, поджиг в движении; «-1» - сварка вправо, поджиг с места; «0» - сварка на месте»; «1» - сварка влево, поджиг с места; «2» - сварка вправо, поджиг в движении) и настроечных перемещений тележки («-3» - перемещение вправо и «3» - перемещение влево).
10 – Переключатель режимов сварки («1» - стабилизация по напряжению; «2» - стабилизация по току) и режимов «Наладка/предустановка» («0» - режим «Наладка» для настроечных перемещений тележки и сварочной проволоки; «3» - режим «Предварительная установка» для предустановок сварочного режима – тока, напряжения и скорости сварки).
11 – Резистор регулировки скорости подачи проволоки (ток сварки).
12 – Резистор регулировки сварочного напряжения выпрямителя.
Блок управления БУ-20 обеспечивает:
- плавную регулировку скорости подачи электродной проволоки - сварочного тока;
- плавную регулировку скорости перемещения каретки (тележки) - скорости сварки;
- стабилизацию скорости сварки и скорости подачи проволоки;
- цифровая индикация величины сварочного тока и напряжения, скорости сварки;
- предварительную установку сварочного режима (сварочного напряжения, скорости сварки, скорости подачи проволоки);
- возможность сварки по направлениям "вперед" и "назад";
- работа автомата в режиме «Наладка» и «Сварка»;
- наличие нескольких стартовых режимов в начале сварки: сварка вправо (сварка влево), поджиг в движении; сварка вправо (сварка влево), поджиг с места; сварка на месте;
- обеспечивает стабилизацию режима сварки по напряжению, стабилизацию режима сварки по току.
Токоподводы
- «цельный» токоподвод диаметром 20 мм (для проволоки диаметром от 2 до 4 мм) длиной 180 мм без наконечника;
- «составной» токоподвод диаметром 20 мм, токоподвод (L=180мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм) без наконечника;
- «цельный» токоподвод диаметром 35 мм;
(для проволоки диаметром от 2 до 5 мм) длиной 220 мм без наконечника;
- «цельный» токоподвод диаметром 35 мм;
(для проволоки диаметром от 2 до 5 мм) длиной 270 мм без наконечника;
- «составной» токоподвод диаметром 35мм, токоподвод(L=220мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм);
- «составной» токоподвод диаметром 35мм, токоподвод (L=270мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм).
Спецификация
Паспорт АДФ-1000 с блоком управления БУ-20 
На вооружении мостостроителей появилась новейшая разработка ИТС - комплекс орбитальной сварки "ВОСХОД"! Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным материалом даже самых крупных сварочных стыков. Работа закипела с новой силой!
 |
 |
 |
 |
 |
Сварочный двухдуговой автомат АДФ 2500 - новинка собственной разработки Научно - производственной фирмы ИТС.

Выставка Weldex прошла на отлично. Стенд компании ИТС так же не остался без внимания посетителей выствки, на которой были представлены лучшие технологические образцы нашего производства, а так же новые типы оборудования.
Большой интерес у посетителей вызвали наши сварочные автоматы ТС-16.
Так же большим интересом пользовался мощнейший полуавтомат из связки сварочного источника ПИОНЕР 5000 и ПДГО 518
